




留言



|
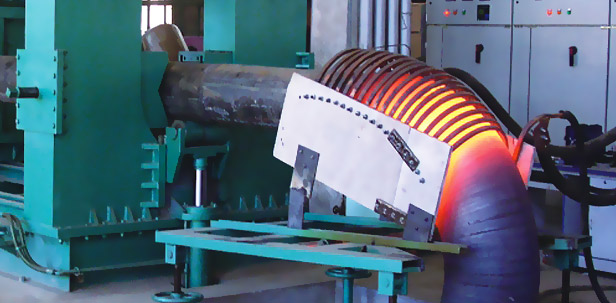
主要加工(gōng)工(gōng)藝 |
原材料進廠→切割成坯料→壓扁至尺寸要求→加熱起凸開孔→熱擠成型→熱處理(lǐ)→機加工(gōng)坡口→表面處理(lǐ)→成品檢驗→标識保護→入庫存放 (注:對不鏽鋼三通坡口加工(gōng)後有(yǒu)一酸洗鈍化工(gōng)序) |
|
規格型号 |
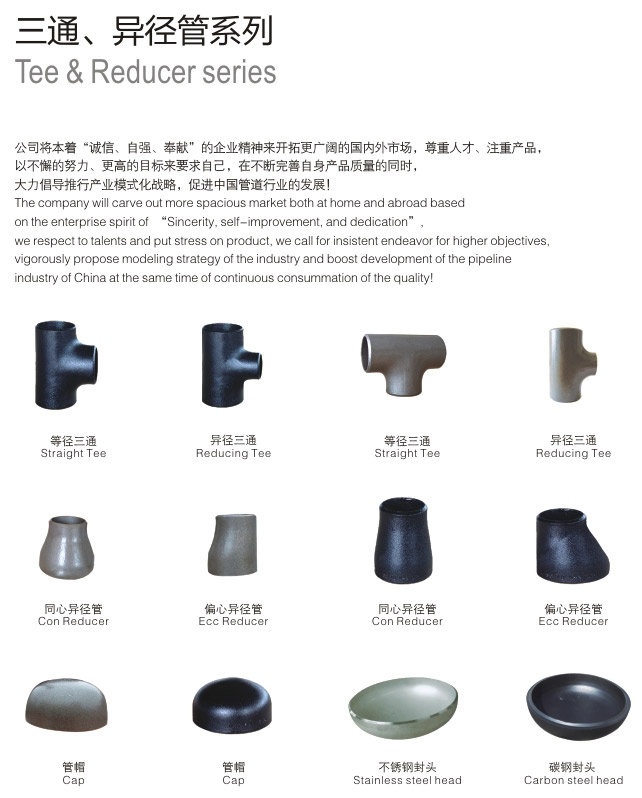
DN10-DN3000 等徑三通、異徑三通、Y型三通等其他(tā)按客戶标準要求訂做生産(chǎn) |
| 材質(zhì) | 碳鋼、合金鋼、不鏽鋼、鋁等其他(tā)按客戶标準要求訂做生産(chǎn) |
|
标準 |
國(guó)标、美标、德(dé)标、日标等其他(tā)按客戶标準要求訂做生産(chǎn) |
| 壁厚 | SCH5-STD-SCHXXS 等其他(tā)按客戶标準要求訂做生産(chǎn) |
| 顔色 |
黑色、黃色、藍色、紅色等其他(tā)按客戶标準要求訂做生産(chǎn) |
| 表面塗層 | 防鏽油; 黑色; 鍍鋅; 聚乙烯塗層; 環氧塗料等其他(tā)按客戶标準要求訂做生産(chǎn) |
| 标記 | 鋼印、噴塗等其他(tā)按客戶标準要求訂做生産(chǎn) |
| 證書 | ISO9001-2015 歐盟CE 等 |
| 品牌 | 鑫中(zhōng)燃 TSZHONGRAN |
| 最低起購(gòu)量 | 1件 |
| 付款條件 | 電(diàn)彙、承兌、網銀彙款、現金等 |
|
主要設備及安(ān)裝(zhuāng) |
1:2500T液壓機1台(主要用(yòng)于壓扁及熱壓成型) 2:500T液壓機1台(主要用(yòng)于壓扁及熱壓成型) 3:315T液壓機1台(主要用(yòng)于壓扁及熱壓成型) 4:燃煤中(zhōng)加熱爐2台:有(yǒu)效加熱面積7.5 m2及2.3 m2 5:燃油加熱爐1台:有(yǒu)效加熱面積6.4m2 6:管材下料機1台(自制) 7:機加工(gōng)設備:車(chē)床(620-1)二台 立車(chē):C5225一台 普通車(chē)床C630二台 立式鑽床一台 T6112一台 8:熱處理(lǐ)設備:台車(chē)式燃油熱處理(lǐ)爐1台,有(yǒu)效加熱面積8m2 台車(chē)式箱式電(diàn)阻爐RT9-80*1500*60一台,最高爐溫1200℃ 9:噴砂機2台:主要用(yòng)于管件表面除鏽 10:空壓器:用(yòng)于熱處理(lǐ)空冷 11:液體(tǐ)冷卻池:用(yòng)于管件冷卻(加工(gōng)及熱處理(lǐ)) 不鏽鋼固溶處理(lǐ) 12:機加工(gōng)夾具(jù):40套 13:焊接設備:14台套(起加工(gōng)輔助作(zuò)用(yòng)) 14:各種成型模具(jù):120套,用(yòng)于壓擠成型保證 |
一、原材料的驗收
1、原材料應符合相關标準和技(jì )術規範書的要求。
2、原材料表面應無油污,過多(duō)的鏽腐蝕物(wù)和明顯的凹痕缺陷,低熔點金屬污染等。
3、查驗原材料的質(zhì)證書、爐号、批号、規格,生産(chǎn)廠家及執行标準。
4、原材料用(yòng)鋼絲刷進行機械除鏽,使之滿足無損檢測的要求。
5、原材料進行尺寸檢測(長(cháng)度、寬度、厚度及鋼闆的不平度)。
6、進廠後的鋼闆和鋼管,應進行超聲波複檢,Ⅰ級為(wèi)合格。
7、理(lǐ)化檢測,對進廠的鋼闆按爐批号、規格進行化學(xué)元素分(fēn)析、力學(xué)性能(néng)、硬度測試,試驗結果應符合原材料标準要求。
8、複檢後按廠規進行編号登記入冊
二、制造過程
(1)熱壓成型
1.選材下料,按照三通的規格,選擇适當的鋼闆(卷制成管坯,進行機械坡口和修正)或鋼管,用(yòng)半自動氧炔焰或等離子切割。并将原材料的爐、批号及管件規格、工(gōng)程名(míng)稱、編号标識清楚。
2.三通壓制成型
①操作(zuò)人員應學(xué)習相關工(gōng)藝文(wén)件并熟悉設備的操作(zuò)方法及工(gōng)藝過程,并準備好在工(gōng)作(zuò)過程中(zhōng)需要的各類器具(jù)。
②裝(zhuāng)爐加熱:将三通坯料裝(zhuāng)入天然氣熱處理(lǐ)爐中(zhōng),底部用(yòng)墊鐵将坯料與爐車(chē)隔離且保證三通間距≥200mm,400℃以上升溫速度≤200℃/h。
③将三通坯料加熱保溫,确保三通燒透後出爐壓扁(保證焊縫在三通中(zhōng)央),使壓制後短軸長(cháng)不大于三通外徑(模具(jù)内徑)。
④繼續裝(zhuāng)爐加熱并進行保溫,後出爐将三通管坯部分(fēn)(焊縫在底部)淬火後,迅速将管坯放入模具(jù)中(zhōng)鼓包,在壓力的作(zuò)用(yòng)下,未冷卻部分(fēn)沿胎具(jù)内腔流動形成支管。
⑤重複過程④,直至支管滿足要求。
⑥開孔:以三通底為(wèi)基準,向支管處量取一定距離,以主管肩部為(wèi)基準向支管處量取一定距離,畫點連線(xiàn)用(yòng)割槍開孔。
⑦将三通坯料繼續加熱并進行保溫後,将主管部分(fēn)淬水後迅速将三通放入模具(jù)中(zhōng),将拉模放入支管中(zhōng)用(yòng)壓力機将其壓下,(在壓制中(zhōng)拉模應垂直壓下,保證支管不得壓偏)直至支管滿足要求。
⑧去端:以支管中(zhōng)心為(wèi)基準,向主管管端量取一定距離;以三通底為(wèi)基準,向支管量取一定距離,将多(duō)餘部分(fēn)用(yòng)割槍去除。
⑨整形:将三通再次加熱,用(yòng)壓力機将三通主、支管校圓。
6.熱處理(lǐ):按照熱處理(lǐ)工(gōng)藝,将三通入爐熱處理(lǐ)。
7.表面處理(lǐ):熱處理(lǐ)後的管件用(yòng)噴沙機或磨光機将表面氧化皮去除。
8.表面處理(lǐ)完後對三通焊縫進行100%的射線(xiàn)檢測,Ⅱ級合格,對管件本體(tǐ)進行100%磁粉或滲透檢測,結果應滿足NB/T47013.4-2015或NB/T47013.5-2015 I級要求。
9.力學(xué)性能(néng)檢測:根據相關标準,對三通進行力學(xué)性能(néng)試驗,确保三通的力學(xué)性能(néng)達标,檢測項目及取樣方位應符合相關标準或技(jì )術規範書的要求。
10.端部加工(gōng):按設計确認圖紙進行機械端面加工(gōng)坡口。距管端50mm範圍内,内外焊縫餘高用(yòng)角磨機磨削。
11.外觀檢測
①三通不得有(yǒu)裂紋、過燒、過熱等現象存在,表面應無硬點。
②三通支管根部不允許有(yǒu)明顯褶皺。
③三通管體(tǐ)上的任何缺陷不允許焊接修補。
12.尺寸檢測
由公(gōng)司相關檢測人員,根據圖紙及管件的相關标準要求進行尺寸檢測,并滿足其公(gōng)差要求。
13.表面處理(lǐ):三通内外表面應光滑,無有(yǒu)損強度及外觀缺陷,如結疤、劃痕、重皮等,發現缺陷後應修磨處理(lǐ),修磨處的減薄量不小(xiǎo)于原壁厚的93.5%,修磨處應圓滑并用(yòng)着色劑或磁粉探傷确認缺陷清除為(wèi)止。
14.酸洗鈍化處理(lǐ)
對不鏽鋼管件還應進行酸洗鈍化處理(lǐ)。
15.标識
用(yòng)模闆噴刷或低應力印模進行标記,在外壁按順序清楚的标明标準要求的内容。
16.三通的堆放及運輸
三通在運輸過程中(zhōng)運輸過程中(zhōng)不能(néng)與車(chē)廂的任何部分(fēn)接觸,避免磕碰。
- 聯系電(diàn)話- 15226756063
- 聯系電(diàn)話- 16631731810
- 業務(wù)郵箱- czlsg@163.com
- 公(gōng)司地址- 河北省鹽山(shān)縣鹽塔路工(gōng)業區(qū)

版權所有(yǒu):河北龍盛管道裝(zhuāng)備有(yǒu)限公(gōng)司 京ICP證000000号
1.5D彎頭 1D彎頭 船用(yòng)彎頭 直縫彎頭 有(yǒu)縫彎頭 套筒補償器 非金屬補償器